


Запросить ТКП
Оставьте заявку, и наш менеджер ответит на любые интересующие вас вопросы и вышлет ТКП
Запросить
Описание Гидравлический пресс ДГ2436 усилием 400т
Гидравлический пресс модели ДГ2436 (также обозначается как ДЕ2436) с усилием 4000 кН (400 тонн) предназначен для прямого (компрессионного) и литьевого (трансферного) прессования изделий из термореактивных пластмасс. Оборудование подходит для производства деталей из пластмасс и резины, а также для обработки тонколистового металла и различных невзрывоопасных смесей.
Система управления обеспечивает работу как в полуавтоматическом режиме, так и в режиме наладки при выполнении операций прямого и трансферного прессования.
Назначение пресса ДГ2436
Пресс допускает различные варианты эксплуатации:
- с использованием выталкивателя или без него
- с подпрессовками либо без них
- с отключением двигателя во время выдержки или с его постоянной работой
При длительных выдержках предусмотрена автоматическая подпитка давления.
При установке соответствующей оснастки возможно выполнение трансферного литья. Дополнительно, при оснащении нагревательными плитами, допускается переработка материалов с предварительным нагревом до заданной температуры.
Применение гидравлического пресса ДГ 2436
Пресс ДГ2436 используется на промышленных предприятиях, в конструкторских бюро и научно-производственных организациях. Оборудование востребовано в приборостроении, авиационной отрасли, радиоэлектронике, производстве товаров народного потребления, а также на предприятиях оборонно-промышленного комплекса.
Поставки оборудования осуществляются по всей территории России (включая Центральный, Северо-Западный, Южный, Приволжский, Уральский, Сибирский округа) и в страны СНГ.
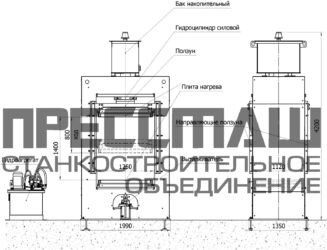
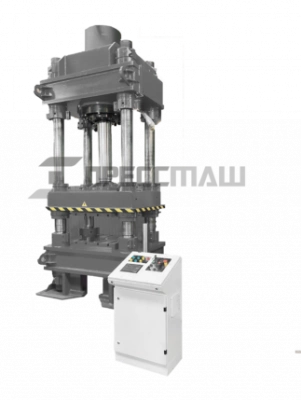
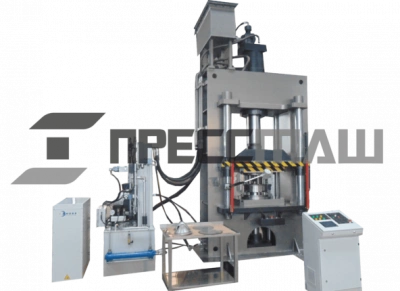
Конструкция гидравлического пресса ДГ 2436 (ДЕ 2436)

1 – станина; 2 – ползун; 3 – главный цилиндр; 4 – цилиндр возврата; 5 – механизм конечных выключателей ползуна; 6 – бак наполнения; 7 – фотозащита; 8 – электрошкаф управления; 10 –пульт управления; 11 – гидроагрегат, 12 – выталкиватель
Основой конструкции является сварная рамная станина. В её стойках размещены направляющие клинового типа. В верхней части установлен главный плунжерный цилиндр с баком и клапаном наполнения.
Ключевые элементы конструкции:
- ползун с Т-образными пазами для крепления оснастки
- цилиндры возврата, размещённые в нишах станины
- механизм конечных выключателей для ограничения хода
- выталкиватель, установленный в нижней части
- гидроагрегат, размещённый отдельно на фундаменте
- электрический шкаф управления
- переносной пульт двурукого управления
- фронтальная фотозащита
Положение конечных выключателей регулируется в зависимости от требуемого хода выталкивателя.
Режимы работы пресса ДГ2436
Полуавтоматический режим. Используется для выполнения одного цикла прямого прессования с заданными параметрами.
Трансферный режим. Применяется для литьевого прессования. Выталкиватель выполняет впрыск и дожатие, а извлечение изделия происходит только при его активации. Работа осуществляется одиночными циклами, без подпрессовок и без отключения двигателя при выдержке.
Автоматический режим. Предусматривает интеграцию с внешними системами загрузки и выгрузки. Цикл запускается по сигналу от внешнего оборудования.
Наладочный режим. Используется для настройки параметров, установки конечных выключателей и регулировки работы пресса под конкретную оснастку или заготовку.
Особенности рабочего цикла ДГ2436
При включённом выталкивателе после возврата ползуна в верхнее положение происходит автоматический подъём выталкивателя. Для запуска следующего цикла требуется его опускание с пульта управления.
При работе с подпрессовками сначала происходит смыкание пресс-формы и набор давления. Далее выполняются циклы выдержки, декомпрессии и повторного прессования с заданными интервалами.
Выдержка под давлением возможна в двух вариантах:
- с работающим насосом
- с отключением двигателя и автоматической подкачкой давления
Во втором случае система самостоятельно поддерживает заданный уровень давления, включая двигатель при его снижении.
После завершения выдержки ползун возвращается в верхнее положение, и цикл завершается.


Базовая комплектация
- Пресс в сборе
- Гидроагрегат
- Электрический шкаф управления
- Пульт управления
Дополнительное оборудование
- Нагревательные плиты
Предназначены для нагрева и поддержания заданной температуры пресс-форм при изготовлении изделий из реактопластов методом компрессионного (прямого) прессования. Плиты могут применяться при изготовлении изделий из резины или подобных материалов.
Поддержание заданной температуры матрицы и пуансона обеспечивается схемой управления нагревом пресса или специальным шкафом управления нагревом.
Плиты оснащены встраиваемыми термопарами. Для повышения точности контроля температуры матрицы и пуансона пресс-форм, потребитель может встроить термопары непосредственно в пресс-форму, для чего при заказе или изготовлении пресс-формы необходимо предусмотреть место для установки аналогичных термопар с такими же электрическими характеристиками. Подключение плит осуществляется через 220В.
В комплекте с плитами:
- Два датчика температуры (по одному на плиту);
- Силовая и контрольно-регулирующая аппаратура для подключения и обогрева пресс-форм – в шкафу управления к Прессу;
- Таймер регулирования времени нагрева – в шкафу управления;
- Регулятор температуры нагрева, микропроцессорный в шкафу управления Пресса.


- Блок термоуправления нагревом плит, для подключения через 36V
Для нагрева пресс-форм возможно применение плит нагрева с ТЭНами с безопасным напряжением 36В. В комплекте поставляется понижающий трансформатор 380/36В, электрошкаф управления.

- Прибор регистрации данных
Предназначен для измерения, регистрации, записи данных температуры и давления. Снятия показаний (графики, снятие данных на flash).

Поставляемые Станкостроительным объединением «ПРЕССМАШ» станки и прочее оборудование имеют полный пакет необходимой документации, а также отвечают всем действующим в РФ нормативам и стандартам.
Документация к оборудованию
- Технический паспорт ДГ2436
- Руководство по эксплуатации
- Сертификат соответствия
Надежность
За счет применения комплектующих известных мировых фирм достигается высокая надежность гидравлического пресса ДГ2436. Каждый пресс перед отправкой проходит испытания на соответствия нормам точности и жесткости по следующим основным показателям:
- Отклонение от плоскостности поверхности стола;
- Отклонение от плоскостности нижней поверхности ползуна;
- Отклонение от перпендикулярности хода штока (ползуна) относительно поверхности стола;
- Отклонение от параллельности нижней поверхности штока (ползуна) относительно поверхности стола;
- Отклонение от параллельности оси отверстия штока (ползуна) относительно хода штока (ползуна);
- Отклонение от перпендикулярности хода выталкивателя относительно поверхности стола;
Также осуществляется проверка гидросистемы и электрооборудования.
Гарантия на оборудование и пуско-наладочные работы
На пресс действует гарантия завода-изготовителя, возможно послегарантийное обслуживание, а также заказ оригинальных запасных деталей, узлов и дополнительных комплектующих.
Осуществляем доставку и проведение пуско-наладочных работ по всей России и странам СНГ.
Специалисты «ПРЕССМАШ» при необходимости проведут обучение производственного персонала Заказчика по обслуживанию и эксплуатации оборудования.
У нас действует гибкая система оплаты. По согласованию с Заказчиком, возможна отсрочка платежа, а также есть возможность сотрудничества с ведущими лизинговыми компаниями.
Если Вы хотите купить гидравлический пресс для изделий из пластмасс ДГ2436 (ДЕ2436) по выгодной цене, то Вы сможете сделать это в компании «Прессовые машины». С нами можно связаться по телефону 8 (495) 215-20-50 или отправить заявку для получения коммерческого предложения, заполнив форму ниже.
Почему мы?
-
Сервисная служба
![]() Пуско-наладочные работы, текущий ремонт, диагностика и капитальный ремонт проводится нашим персоналом по всей России.
Пуско-наладочные работы, текущий ремонт, диагностика и капитальный ремонт проводится нашим персоналом по всей России. -
Российская компания
![]() Мы с вами в одном правовом поле.
Мы с вами в одном правовом поле. -
Индивидуальные решения
![]() Проектируем и изготавливаем оборудование по индивидуальному техническому заданию, в том числе в замену Европейских прессов.
Проектируем и изготавливаем оборудование по индивидуальному техническому заданию, в том числе в замену Европейских прессов. -
Собственное ПО
![]() Не зависим от Европы и санкций и предоставляем заказчику исходные данные программы.
Не зависим от Европы и санкций и предоставляем заказчику исходные данные программы. -
Гарантийные обязательства
![]() Мы уверены в качестве оборудования и даем гарантию до 18 месяцев.
Мы уверены в качестве оборудования и даем гарантию до 18 месяцев. -
Лизинг на выгодных для вас условиях
![]()












Подобрать оборудование
Оставьте заявку, и наш менеджер составит для вас технико-коммерческое предложение