Пресс-ножницы комбинированные НГ5224
Запросить ТКП
Оставьте заявку, и наш менеджер ответит на любые интересующие вас вопросы и вышлет ТКП
Запросить
Пресс-ножницы комбинированные НГ5224 номинального усилия 125тс с механическим приводом служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате.
Имея четыре рабочие зоны, пресс-ножницы позволяют выполнять несколько операций без смены инструмента и любой последовательности.
Пресс-ножницы комбинированные могут найти свое применение на машиностроительных, ремонтных и других заводах, в коммерческих производствах и ремонтных участках, строительных организациях.
Пресс-ножницы НГ5224 можно купить с доставкой в любой регион. В настоящее время оборудование нашего производства поставлено в центральный федеральный округ, Северо-Западный ФО, Южный ФО, Северо-Кавказский ФО, Приволжский ФО, Уральский ФО, Сибирский ФО и страны СНГ.
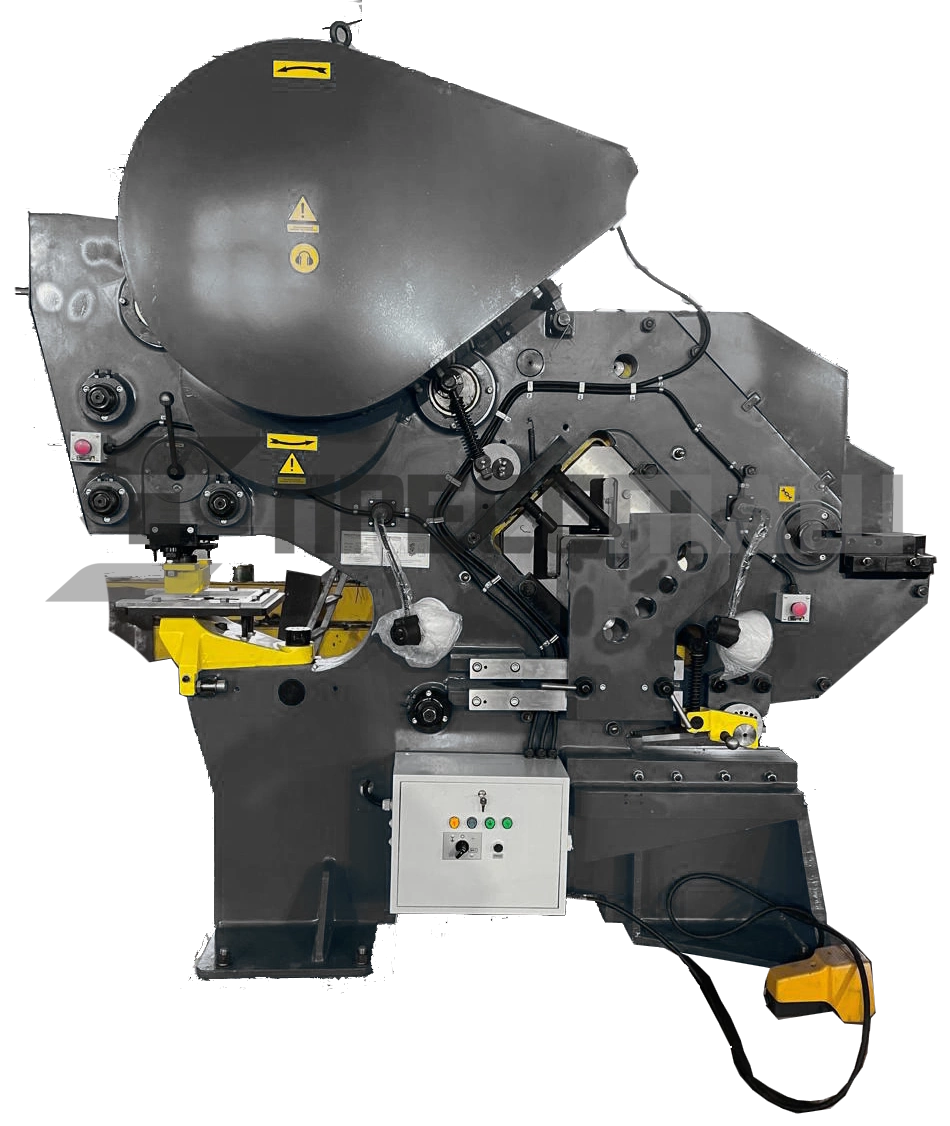
Общий вид ножниц НГ5224

Расположение составных частей и органов управления пресс-ножниц НГ5222
1 – станина сварная 2 – педаль 3 – электрошкаф 4 – выключатель 5 – электрооборудование 6 – стол дыропробивного пресса 7 – управление дыропробивным прессов 8 – приспособление для резки специального проката 9 – механизм центрирования 10 – пресс дыропробивной 11 – общий стоп 12 – кулачки управления электромагнитами 13 – общий стоп 14 – ограждения 15 – привод 16 – нож-плита подвижная 17 – нож-плита неподвижная 18 – нож-плита неподвижная для резки швеллера и двутавра 19 – нож-плита подвижная для резки швеллера и двутавра 21 – смазка 22 – прижим 23 – прижим 24 – упор для отрезки мерных заготовок 25 – управление сортовой секцией 26 – сортовая секция 27 –рукоятка фиксации плиты 28 – переключатель подачи напряжения дыропробивной секции и сортовой секции 29 – кнопка пуска электродвигателя 30 – лампы сигнальные 31 – стол 32 – лоток
Четыре основных механизма и выполнение работ НГ 5224:
- Механизм для пробивки отверстий – пробивка отверстий круглой формы в листовом и фасонном прокате.
- Механизм для резки листа – отрезка полосы под различными углами.
- Механизм для резки сортового проката – резка круга, уголка, а также возможность резки швеллера и двутавра.
- Механизм для зарубки пазов – зарубка пазов прямоугольной и треугольной формы.
Работа пресса НГ5224

Кинематическая схема
1 – вал-шестерня, 2 – маховик, 3 – электродвигатель, 4 – колесо зубчатое,
5 – шатун, 6 – вал, 7 – балансир, 8 – ползун пресса, 9 – электромагнит,
10 – ползун сортополосовой секции.
Привод пресс-ножниц НГ5224 осуществляется от электродвигателя (3) через клиноременную передачу, маховик (2) и одноступенчатую зубчатую передачу (1, 4) к эксцентриковому валу (6). Зубчатая пара (1,4) прямозубая, цилиндрическая. Движение на ползун (10) сортополосовой секции передается через шатун (5), на ползун (8) пресса для пробивки отверстий через балансир (7) и западающий камень. Включение и выключение исполнительных механизмов осуществляется через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны – с электромагнитами (9).
Переключатель поставьте в положение: «сортополосовая секция» или в положение «дыропробивная секция».
- Пробивка отверстий:
Закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, опустите пуансон в матрицу и вставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном.
Закрепите корпус матрицедержателя на станине и еще раз проверьте зазор.
В зависимости от толщины пробиваемого материала выставьте корпус съемника, для чего освободите гайки и контргайки, и, вращая винты, вставьте корпус съемника с зазором 1…2 мм от плоскости листа.
Затяните гайки и контргайки. Установка корпуса съемника с перекосом не допустима.
Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона.
- Сортополосовая секция:
Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (90°, 45°) по делениям направляющей и закрепите ее. Поставьте сменные прижимы. Введите в гнездо инструмента прокат и выставьте его либо по разметке, либо в упор реза заготовок, размер которых предварительно установите. Не режьте полосу, имеющую на своей поверхности масляные пятна.
При работе зарубочного устройства зазор между ножами устанавливается прокладками под опорные поверхности и зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, должны быть хорошо закрепленными и сухими.
Продувайте сжатым воздухом полость станины под сортополосовым ползуном для удаления накопившейся окалины или удаляйте скребком.
Для безопасности на пресс-ножницах НГ5224 установлены ограждения всех вращающихся деталей зарубочного устройства, дыропробивной зоны.
При работе на ножницах:
- не режьте и не пробивайте отверстия в профилях и материалах размером больше, чем указано в технической характеристике при δв = 500 Н/мм²;
- не снимайте ограждений;
- не работайте на сортополосовой секции без прижимов;
- не налаживайте ножницы при включенном электродвигателе.
Наши пресс-ножницы комбинированные НГ5224 обладают высокой надежностью за счет применения комплектующих известных мировых фирм. Каждый пресс перед отправкой проходит испытания на соответствие нормам точности и жесткости. Основные проверяемые показатели:
- Параллельность вертикальной опорной поверхности ползуна в месте прилегания верхнего ножа ходу ползуна листовых ножниц
- Параллельность вертикальной опорной поверхности станины в месте прилегания нижнего ножа ходу ползуна листовых ножниц
- Параллельность вертикальных опорных поверхностей ползуна и станины в месте прилегания и верхнего и нижнего ножей листовых ножниц в горизонтальной плоскости
- Перпендикулярность хода ползуна относительно горизонтальной опорной поверхности станины пресса для пробивки отверстий
- Радиальное и торцовое биение маховика
- Точность отрезаемых заготовок по длине
Базовая комплектация НГ5224
- Пресс-ножницы в сборе
- Эл. шкаф управления
- Переносная педаль управления
- Ножи для рубки уголка, круга, полосы
- Ножи для зарубки
- Пуансон матрица для пробивки отверстий
Дополнительное оборудование
- Пуансон матрицами различных диаметров;
- Ножи для резки уголка;
- Ножи для резки круга;
- Ножи для резки листа;
- Ножи для зарубки;
- Инструмент реза швеллера и двутавра.
Поставляемые Станкостроительным объединением «ПРЕССМАШ» станки и оборудование имеют полный пакет необходимой документации, а также отвечают всем действующим в РФ нормативам и стандартам.
Документация к оборудованию
- Технический паспорт НГ5224
- Руководство по эксплуатации
- Сертификат соответствия
На пресс-ножницы НГ5224 действует гарантия завода-изготовителя, возможно послегарантийное обслуживание, а также заказ оригинальных запасных деталей, узлов и дополнительных комплектующих.
Осуществляем доставку и проведение пуско-наладочных работ по всей России и странам СНГ.
Специалисты «ПРЕССМАШ» при необходимости проведут обучение производственного персонала Заказчика по обслуживанию и эксплуатации оборудования.
У нас действует гибкая система оплаты. По согласованию с Заказчиком, возможна отсрочка платежа, а также есть возможность сотрудничества с ведущими лизинговыми компаниями.
Почему мы?
-
Сервисная служба
![]() Пуско-наладочные работы, текущий ремонт, диагностика и капитальный ремонт проводится нашим персоналом по всей России.
Пуско-наладочные работы, текущий ремонт, диагностика и капитальный ремонт проводится нашим персоналом по всей России. -
Российская компания
![]() Мы с вами в одном правовом поле.
Мы с вами в одном правовом поле. -
Индивидуальные решения
![]() Проектируем и изготавливаем оборудование по индивидуальному техническому заданию, в том числе в замену Европейских прессов.
Проектируем и изготавливаем оборудование по индивидуальному техническому заданию, в том числе в замену Европейских прессов. -
Собственное ПО
![]() Не зависим от Европы и санкций и предоставляем заказчику исходные данные программы.
Не зависим от Европы и санкций и предоставляем заказчику исходные данные программы. -
Гарантийные обязательства
![]() Мы уверены в качестве оборудования и даем гарантию до 18 месяцев.
Мы уверены в качестве оборудования и даем гарантию до 18 месяцев. -
Лизинг на выгодных для вас условиях
![]()











Подобрать оборудование
Оставьте заявку, и наш менеджер составит для вас технико-коммерческое предложение